Трубопроводы для транспортировки различных жидкостей являются неотъемлемой частью агрегатов и установок, в которых осуществляются рабочие процессы, относящиеся к различным областям применения. При выборе труб и конфигурации трубопровода большое значение имеет стоимость как самих труб, так и трубопроводной арматуры. Конечная стоимость перекачки среды по трубопроводу во многом определяется размерами труб (диаметр и длина). Расчет этих величин осуществляется с помощью специально разработанных формул, специфичных для определенных видов эксплуатации.
Труба – это полый цилиндр из металла, дерева или другого материала, применяемый для транспортировки жидких, газообразных и сыпучих сред. В качестве перемещаемой среды может выступать вода, природный газ, пар и т.д. Трубы используются повсеместно, начиная с различных отраслей промышленности и заканчивая бытовым применением.
Для изготовления труб могут использоваться самые разные материалы, такие как сталь, чугун, медь, цемент, пластик, такой как АБС-пластик, поливинилхлорид, хлорированный поливинилхлорид, полибутелен, полиэтилен и пр.
Основными размерными показателями трубы являются ее диаметр (наружный, внутренний и т.д.) и толщина стенки, которые измеряются в миллиметрах или дюймах. Также используется такая величина как условный диаметр или условный проход – номинальная величина внутреннего диаметра трубы, также измеряемая в миллиметрах (обозначается Ду) или дюймах (обозначается DN). Величины условных диаметров стандартизированы и являются основным критерием при подборе труб и соединительной арматуры.
Соответствие значений условного прохода в мм и дюймах:
Трубе с круглым поперечным сечением отдают предпочтение перед другими геометрическими сечениями по ряду причин:
- Круг обладает минимальным соотношением периметра к площади, а применимо к трубе это означает, что при равной пропускной способности расход материала у труб круглой формы будет минимальным в сравнении с трубами другой формы. Отсюда же следует и минимально возможные затраты на изоляцию и защитное покрытие;
- Круглое поперечное сечение наиболее выгодно для перемещения жидкой или газовой среды с гидродинамической точки зрения. Также за счет минимально возможной внутренней площади трубы на единицу ее длины достигается минимизация трения между перемещаемой средой и трубой.
- Круглая форма наиболее устойчива к воздействию внутренних и внешних давлений;
- Процесс изготовления труб круглой формы достаточно прост и легкоосуществим.
Трубы могут сильно отличаться по диаметру и конфигурации в зависимости от назначения и области применения. Так магистральные трубопроводы для перемещения воды способны достигать почти полуметра в диаметре при достаточно простой конфигурации, а нагревательные змеевики, также представляющие собой трубу, при малом диаметре имеют сложную форму с множеством поворотов.
Невозможно представить какую-либо отрасль промышленности без сети трубопроводов. Расчет любой такой сети включает подбор материала труб, составление спецификации, где перечислены данные о толщине, размере труб, маршруте и т.д. Сырье, промежуточный продукт и/или готовый продукт проходят производственные стадии, перемещаясь между различными аппаратами и установками, которые соединяются при помощи трубопроводов и фитингов. Правильный расчет, подбор и монтаж системы трубопроводов необходим для надежного осуществления всего процесса, обеспечения безопасной перекачки сред, а также для герметизации системы и недопущения утечек перекачиваемого вещества в атмосферу.
Не существует единой формулы и правил, которые могли бы быть использованы для подбора трубопровода для любого возможного применения и рабочей среды. В каждой отдельной области применения трубопроводов присутствует ряд факторов, требующих учета и способных оказать значительное влияние на предъявляемые к трубопроводу требования. Так, например, при работе со шламом, трубопровод большого размера не только увеличит стоимость установки, но также создаст рабочие трудности.
Обычно трубы подбирают после оптимизации расходов на материал и эксплуатационных расходов. Чем больше диаметр трубопровода, то есть выше изначальное инвестирование, тем ниже будет перепад давления и соответственно меньше эксплуатационные расходы. И наоборот, малые размеры трубопровода позволят уменьшить первичные затраты на сами трубы и трубную арматуру, но возрастание скорости повлечет за собой увеличение потерь, что приведет к необходимости затрачивать дополнительную энергию на перекачку среды. Нормы по скорости, фиксированные для различных областей применения, базируются на оптимальных расчетных условиях. Размер трубопроводов рассчитывают, используя эти нормы с учетом областей применения.
Проектирование трубопроводов
При проектировании трубопроводов за основу берутся следующие основные конструктивные параметры:
- требуемая производительность;
- место входа и место выхода трубопровода;
- состав среды, включая вязкость и удельный вес;
- топографические условия маршрута трубопровода;
- максимально допустимое рабочее давление;
- гидравлический расчет;
- диаметр трубопровода, толщина стенок, предел текучести материала стенок при растяжении;
- количество насосных станций, расстояние между ними и потребляемая мощность.
Надежность трубопроводов
Надежность в конструировании трубопроводов обеспечивается соблюдением надлежащих норм проектирования. Также обучение персонала является ключевым фактором обеспечения длительного срока службы трубопровода и его герметичности и надежности. Постоянный или периодический контроль работы трубопровода может быть осуществлен системами контроля, учёта, управления, регулирования и автоматизации, персональными приборами контроля на производстве, предохранительными устройствами.
Дополнительное покрытие трубопровода
Коррозионно-стойкое покрытие наносят на наружную часть большинства труб для предотвращения разрушающего действия коррозии со стороны внешней среды. В случае перекачивая коррозионных сред, защитное покрытие может быть нанесено и на внутреннюю поверхность труб. Перед вводом в эксплуатацию все новые трубы, предназначенные для транспортировки опасных жидкостей, проходят проверку на дефекты и протечки.
Основные положения для расчета потока в трубопроводе
Характер течения среды в трубопроводе и при обтекании препятствий способен сильно отличаться от жидкости к жидкости. Одним из важных показателей является вязкость среды, характеризуемая таким параметром как коэффициент вязкости. Ирландский инженер-физик Осборн Рейнольдс провел серию опытов в 1880г, по результатам которых ему удалось вывести безразмерную величину, характеризующую характер потока вязкой жидкости, названную критерием Рейнольдса и обозначаемую Re.
Re = (v·L·ρ)/μ
где:
ρ — плотность жидкости;
v — скорость потока;
L — характерная длина элемента потока;
μ – динамический коэффициент вязкости.
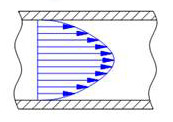
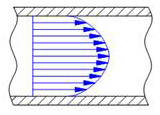
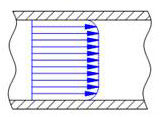
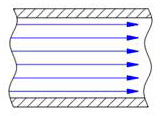
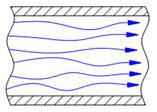
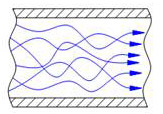
То есть критерий Рейнольдса характеризует отношение сил инерции к силам вязкого трения в потоке жидкости. Изменение значения этого критерия отображает изменение соотношения этих типов сил, что, в свою очередь, влияет на характер потока жидкости. В связи с этим принято выделять три режима потока в зависимости от значения критерия Рейнольдса. При Re<2300 наблюдается так называемый ламинарный поток, при котором жидкость движется тонкими слоями, почти не смешивающимися друг с другом, при этом наблюдается постепенное увеличение скорости потока по направлению от стенок трубы к ее центру. Дальнейшее увеличение числа Рейнольдса приводит к дестабилизации такой структуры потока, и значениям 2300<Re<4000 соответствует переходный режим, при котором отдельные слои начинают смешиваться друг с другом. При Re>4000 наблюдается уже устойчивый режим, характеризуемый беспорядочным изменением скорости и направления потока в каждой отдельной его точке, что в сумме дает выравнивание скоростей потока по всему объему. Такой режим называется турбулентным. Число Рейнольдса зависит от задаваемого насосом напора, вязкости среды при рабочей температуре, а также размерами и формой сечения трубы, через которую проходит поток.
Критерий Рейнольдса является критерием подобия для течения вязкой жидкости. То есть с его помощью возможно моделирование реального процесса в уменьшенном размере, удобном для изучения. Это крайне важно, поскольку зачастую бывает крайне сложно, а иногда и вовсе невозможно изучать характер потоков жидкости в реальных аппаратах из-за их большого размера.
Расчет трубопровода. Расчет диаметра трубопровода
Если трубопровод не теплоизолированный, то есть возможен обмен тепла между перемещаемой и окружающей средой, то характер потока в нем может изменяться даже при постоянной скорости (расходе). Такое возможно, если на входе перекачиваемая среда имеет достаточно высокую температуру и течет в турбулентном режиме. По длине трубы температура перемещаемой среды будет падать вследствие тепловых потерь в окружающую среду, что может повлечь за собой смену режима потока на ламинарный или переходный. Температура, при которой происходит смена режима, называется критической температурой. Значение вязкости жидкости напрямую зависит от температуры, поэтому для подобных случаев используют такой параметр как критическая вязкость, соответствующая точке смены режима потока при критическом значении критерия Рейнольдса:
vкр = (v·D)/Reкр = (4·Q)/(π·D·Reкр)
где:
νкр – критическая кинематическая вязкость;
Reкр – критическое значение критерия Рейнольдса;
D – диаметр трубы;
v – скорость потока;
Q – расход.
Еще одним важным фактором является трение, возникающее между стенками трубы и движущимся потоком. При этом коэффициент трения во многом зависит от шероховатости стенок трубы. Взаимосвязь между коэффициентом трения, критерием Рейнольдса и шероховатостью устанавливается диаграммой Муди, позволяющей определить один из параметров, зная два других.

Формула Коулбрука-Уайта также применяется для вычисления коэффициента трения турбулентного потока. На основании этой формулы возможно построение графиков, по которым устанавливается коэффициент трения.
(√λ)-1 = -2·log(2,51/(Re·√λ) + k/(3,71·d))
где:
k – коэффициент шероховатости трубы;
λ – коэффициент трения.
Существуют также и другие формулы приблизительного расчета потерь на трение при напорном течении жидкости в трубах. Одним из наиболее часто используемых уравнений в этом случае считается уравнение Дарси-Вейсбаха. Оно основывается на эмпирических данных и используется в основном при моделировании систем. Потери на трение – это функция скорости жидкости и сопротивления трубы движению жидкости, выражаемой через значение шероховатости стенок трубопровода.
∆H = λ · L/d · v²/(2·g)
где:
ΔH – потери напора;
λ – коэффициент трения;
L – длина участка трубы;
d – диаметр трубы;
v – скорость потока;
g – ускорение свободного падения.
Потеря давления вследствие трения для воды рассчитывают по формуле Хазена — Вильямса.
∆H = 11,23 · L · 1/С1,85 · Q1,85/D4,87
где:
ΔH – потери напора;
L – длина участка трубы;
С – коэффициент шероховатости Хайзена-Вильямса;
Q – расход;
D – диаметр трубы.
Давление
Рабочее давление трубопровода – это набольшее избыточное давление, обеспечивающее заданный режим работы трубопровода. Решение о размере трубопровода и количестве насосных станций обычно принимается, опираясь на рабочее давление труб, производительность насоса и расходы. Максимальное и минимальное давление трубопровода, а также свойства рабочей среды, определяют расстояние между насосными станциями и требуемую мощность.
Номинальное давление PN – номинальная величина, соответствующая максимальному давлению рабочей среды при 20 °C, при котором возможна продолжительная эксплуатация трубопровода с заданными размерами.
При увеличении температуры нагрузочная способность трубы понижается, как и допустимое избыточное давление вследствие этого. Значение pe,zul показывает максимальное давление (изб) в трубопроводной системе при увеличении рабочей температуры.
График допустимых избыточных давлений:

Расчет падения давления в трубопроводе
Расчет падения давления в трубопроводе производят по формуле:
∆p = λ · L/d · ρ/2 · v²
где:
Δp – перепад давления на участке трубы;
L – длина участка трубы;
λ – коэффициент трения;
d – диаметр трубы;
ρ – плотность перекачиваемой среды;
v – скорость потока.
Транспортируемые рабочие среды
Чаще всего трубы используют для транспортировки воды, но также их могут применять для перемещения шлама, суспензий, пара и т.д.
По трубопроводам также передают:
- ароматические углеводороды: ксилол, толуол, кумол и т.д.;
- углекислый газ, жидкий аммиак (транспортируются как жидкости под действием давления);
- водород (на небольшие расстояния).
Качество транспортируемой среды
Физические свойства и параметры транспортируемых сред во многом определяют проектные и рабочие параметры трубопровода. Удельный вес, сжимаемость, температура, вязкость, точка застывания и давление паров – основные параметры рабочей среды, которые необходимо учитывать.
Удельный вес жидкости – это ее вес на единицу объема. Многие газы транспортируются по трубопроводам под повышенным давлением, а при достижении определенного давления некоторые газы даже могут подвергаться сжижению. Поэтому степень сжатия среды является критичным параметром для проектирования трубопроводов и определения пропускной производительности.
Температура косвенно и напрямую оказывает влияние на производительность трубопровода. Это выражается в том, что жидкость увеличивается в объеме после увеличения температуры, при условии, что давление остается постоянным. Понижение температуры может также оказать влияние как на производительность так и на общий КПД системы. Обычно, когда температура жидкости понижается, это сопровождается увеличением ее вязкости, что создает дополнительное сопротивление трения по внутренней стенке трубы, требуя больше энергии для перекачивания одинакового количетсва жидкости. Очень вязкие среды чувствительны к перепадам рабочих температур. Вязкость представляет собой сопротивляемость среды течению и измеряется в сантистоксах сСт. Вязкость определяет не только выбор насоса, но также расстояние между насосными станциями.
Как только температура среды опускается ниже точки потери текучести, эксплуатация трубопровода становится невозможной, и для возобновления его функционирования предпринимаются некоторые опции:
- нагревание среды или теплоизоляция труб для поддержания рабочей температуры среды выше ее точки текучести;
- изменение химического состава среды перед попаданием в трубопровод;
- разбавление перемещаемой среды водой.
Типы магистральных труб
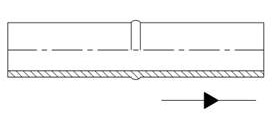
Магистральные трубы изготавливают сварными или бесшовными. Бесшовные стальные трубы изготавливают без продольных сварных швов стальными отрезками с тепловой обработкой для достижения желаемого размера и свойств. Сварная труба изготавливается при использовании нескольких производственных процессов. Эти два типа отличаются друг от друга количеством продольных швов в трубе и типом используемого сварочного оборудования. Стальная сварная труба – наиболее часто используемый тип в химической области применения.
Каждый отрезок труб соединяют сварными секциями вместе для формирования трубопровода. Также в магистральных трубопроводах в зависимости от области применения используют трубы, изготовленные из стекловолокна, разнообразного пластика, асбоцемента и т.д.
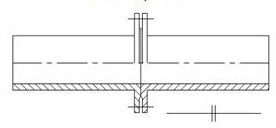
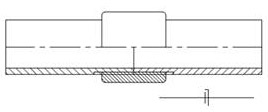
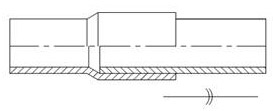
Для соединения прямых участков труб, а также для перехода между отрезками трубопровода разного диаметра используются специально изготовленные соединительные элементы (колена, отводы, затворы).
Для монтажа отдельных частей трубопроводов и фитингов используются специальные соединения.
Температурное удлинение трубопровода
Когда трубопровод находится под давлением, вся его внутренняя поверхность подвергается воздействию равномерно распределённой нагрузки, отчего возникают продольные внутренние усилия в трубе и дополнительные нагрузки на концевые опоры. Температурные колебания также оказывают воздействие на трубопровод, вызывая изменения в размерах труб. Усилия в закрепленном трубопроводе при колебаниях температур могут привысить допустимое значение и привести к избыточному напряжению, опасному для прочности трубопровода как в материале труб, так и во фланцевых соединениях. Колебание температуры перекачиваемой среды также создает температурное напряжение в трубопроводе, которое может передаться на арматуру, насосную станцию и пр. Это может повлечь за собой разгерметизацию стыков трубопроводов, выход из строя арматуры или дргуих элементов.
Расчет размеров трубопровода при изменении температуры
Расчет изменения линейных размеров трубопровода при изменении температуры производят по формуле:
∆L = a·L·∆t
a – коэффициент температурного удлинения, мм/(м°C) (см. таблицу ниже);
L – длина трубопровода (расстояние между неподвижными опорами), м;
Δt – разница между макс. и мин. температурой перекачиваемой среды, °С.
Таблица линейного расширения труб из различных материалов
Приведенные числа представляют собой средние показатели для перечисленных материалов и для расчета трубопровода из иных материалов данные из этой таблицы не должны браться за основу. При расчете трубопровода рекомендуется использовать коэффициент линейного удлинения, указываемый заводом-изготовителем трубы в сопровождающей технической спецификации или техпаспорте.
Температурное удлинение трубопроводов устраняют как применением специальных компенсационных участков трубопровода, так и при помощи компенсаторов, которые могут состоять из упругих или подвижных частей.
Компенсационные участки состоят из упругих прямых частей трубопровода, расположенных перпендикулярно друг к другу и крепящихся при помощи отводов. При температурном удлинении увеличение одной части компенсируется деформацией изгиба другой части на плоскости или деформацией изгиба и кручения в пространстве. Если трубопровод сам компенсирует температурное расширение, то это называется самокомпенсацией.
Компенсация происходит также и благодаря эластичным отводам. Часть удлинения компенсируется эластичностью отводов, другую часть устраняют за счет упругих свойств материала участка, находящегося за отводом. Компенсаторы устанавливают там, где не возможно использование компенсирующих участков или когда самокомпенсация трубопровода недостаточна.
По конструктивному исполнению и принципу работы компенсаторы бывают четырех видов: П-образные, линзовые, волнистые, сальниковые. На практике довольно часто применяются плоские компенсаторы с L-, Z- или U-образной формой. В случае пространственных компенсаторов, они представляют собой обычно 2 плоских взаимно перпендикулярных участка и имеют одно общее плечо. Эластичные компенсаторы производят из труб или эластичных дисков, либо сильфонов.
Определение оптимального размера диаметра трубопроводов
Оптимальный диаметр трубопровода может быть найден на основе технико-экономических расчетов. Размеры трубопровода, включая размеры и функциональные возможности различных компонентов, а также условия, при которых должна происходить эксплуатация трубопровода, определяет транспортирующая способность системы. Трубы большего размера подходят для более интенсивного массового потока среды при условии, что другие компоненты в системы подобраны и рассчитаны под эти условия надлежащим образом. Обычно, чем длиннее отрезок магистральной трубы между насосными станциями, тем требуется больший перепад давления в трубопроводе. Кроме того, изменение физических характеристик перекачиваемой среды (вязкость и т.д.), также может оказать большое влияние на давление в магистрали.
Оптимальный размер – наименьший из подходящих размеров трубы для конкретного применения, экономически эффективный на протяжении всего срока службы системы.
Формула для расчета производительности трубы:
Q = (π·d²)/4 · v
Q – расход перекачиваемой жидкости;
d – диаметр трубопровода;
v – скорость потока.
На практике для расчета оптимального диаметра трубопровода используют значения оптимальных скоростей перекачиваемой среды, взятые из справочных материалов, составленных на основе опытных данных:
Отсюда получаем формулу для расчета оптимального диаметра трубы:
dо = √((4·Q) / (π·vо))
Q – заданный расход перекачиваемой жидкости;
d – оптимальный диаметр трубопровода;
v – оптимальная скорость потока.
При высокой скорости потока обычно применяют трубы меньшего диаметра, что означает снижение затрат на закупку трубопровода, его техническое обслуживание и монтажные работы (обозначим K1). При увеличении скорости происходит возрастание потерь напора на трение и в местных сопротивлениях, что приводит к увеличению затрат на перекачку жидкости (обозначим K2).
Для трубопроводов больших диаметров затраты K1 будут выше, а расходы во время эксплуатации K2 ниже. Если сложить значения K1 и K2, то получим общие минимальные затраты K и оптимальный диаметр трубопровода. Затраты K1 и K2 в этом случае приведены в один и тот же временной промежуток.
Расчет (формула) капитальных затрат для трубопровода
K1 = (m·CM·KM)/n
m – масса трубопровода, т;
CM – стоимость 1 т, руб/т;
KM – коэффициент, повышающий стоимость монтажных работ, например 1,8;
n – срок службы, лет.
Указанные затраты на эксплуатацию, связанны с потреблением энергии:
K2 = 24·N·nдн·CЭ руб/год
N – мощность, кВт;
nДН – кол-во рабочих дней в году;
СЭ – затраты на один кВт-ч энергии, руб/кВт *ч.
Формулы для определения размеров трубопровода
Пример общих формул по определению размера труб без учета возможных дополнительных факторов воздействия, таких как эрозия, взвешенные твердые частицы и прочее:
Оптимальная скорость потока для различных трубопроводных систем
Оптимальный размер трубы выбирается из условия минимальных затрат на перекачивание среды по трубопроводу и стоимости труб. Однако необходимо учитывать также ограничения по скорости. Иногда, размер трубопроводной линии должен соответствовать требованиям технологического процесса. Так же часто размер трубопровода связан с перепадом давления. В предварительных проектных расчетах, где потери давления не учитываются, размер технологического трубопровода определяется по допустимой скорости.
Если в трубопроводе имеются изменения в направлении потока, то это приводит к значительному увеличению местных давлений на поверхности перпендикулярно направлению потока. Такого рода увеличение – функция скорости жидкости, плотности и исходного давления. Так как скорость обратно пропорциональна диаметру, высокоскоростные жидкости требуют особого внимания при выборе размера и конфигурации трубопровода. Оптимальный размер трубы, например, для серной кислоты ограничивает скорость среды до значения, при котором не допускается эрозия стенок в трубных коленах, чтобы таким образом не допустить повреждения структуры трубы.
Поток жидкости самотеком
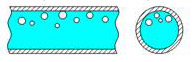
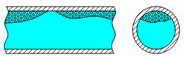
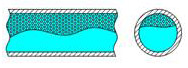
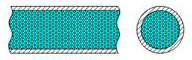
Расчет размера трубопровода в случае потока, движущегося самотеком, достаточно сложен. Характер движения при такой форме потока в трубе может быть однофазным (полная труба) и двухфазным (частичное заполнение). Двухфазный поток образуется в том случае, когда в трубе одновременно присутствуют жидкость и газ.
В зависимости от соотношения жидкости и газа, а также их скоростей, режим двухфазного потока может варьироваться от пузырькового до дисперсного.
Движущую силу для жидкости при движении самотеком обеспечивает разность высот начальной и конечной точек, причем обязательным условием является расположение начальной точки выше конечной. Иными словами разность высот определяет разность потенциальной энергии жидкости в этих положениях. Этот параметр также учитывается при подборе трубопровода. Помимо этого на величину движущей силы влияют значения давлений в начальной и конечной точке. Увеличение перепада давления влечет за собой увеличение скорости потока жидкости, что, в свою очередь, позволяет подбирать трубопровод меньшего диаметра, и наоборот.
В случае если конечная точка подсоединена к системе под давлением, например дистилляционной колонне, необходимо вычесть эквивалентное давление из имеющейся разницы в высоте, чтобы оценить реально создаваемое эффективное дифференциальное давление. Также если начальная точка трубопровода будет под вакуумом, то его влияние на общее дифференциальное давление также должно быть учтено при выборе трубопровода. Окончательный подбор труб осуществляется с использованием дифференциального давления, учитывающего все вышеперечисленные факторы, а не основывается только лишь на перепаде высот начальной и конечной точки.
Поток горячей жидкости
В технологических установках обычно сталкиваются с различными проблемами при работе с горячими или кипящими средами. В основном причина заключается в испарении части потока горячей жидкости, то есть фазовом превращении жидкости в пар внутри трубопровода или оборудования. Типичный пример – явление кавитации центробежного насоса, сопровождаемое точечным вскипанием жидкости с последующим образованием пузырьков пара (паровая кавитация) или выделением растворенных газов в пузырьки (газовая кавитация).
Трубопровод большего размера предпочтительнее из-за снижения скорости потока в сравнении с трубопроводом меньшего диаметра при постоянном расходе, что обуславливается достижением более высокого показателя NPSH на всасывающей линии насоса. Также причиной возникновения кавитации при потере давления могут быть точки внезапной смены направления потока или сокращения размера трубопровода. Возникающая парогазовая смесь создает препятствие прохождению потока и может вызвать повреждения трубопровода, что делает явление кавитации крайне нежелательным при эксплуатации трубопровода.
Обводной трубопровод для оборудования/приборов
Оборудование и приборы, особенно те, которые могут создавать значительные перепады давления, то есть теплообменники, регулирующие клапаны и прочее, оснащают обводными трубопроводами (для возможности не прерывать процесс даже во время технических работ по обслуживанию). Такие трубопроводы обычно имеют 2 отсечных клапана, установленных в линию установки, и клапан, регулирующий поток параллельно к этой установке.
При нормальной работе поток жидкости, проходя через основные узлы аппарата, испытывает дополнительное падение давления. В соответствии с этим рассчитывается давление нагнетания для него, создаваемое подсоединенным оборудованием, например центробежным насосом. Насос подбирается на основе общего перепада давления в установке. Во время движения по обводному трубопроводу этот дополнительный перепад давления отсутствует, в то время как работающий насос нагнетает поток прежней силы, согласно своим рабочим характеристикам. Чтобы избежать различия в характеристиках потока через аппарат и обводную линию, рекомендуется использовать обводную линию меньшего размера с регулировочным клапаном, чтобы создать давление, эквивалентное основной установке.
Линия отбора проб
Обычно небольшое количество жидкости отбирается для анализа, чтобы определить ее состав. Отбор может производиться на любой стадии процесса для определения состава сырья, промежуточного продукта, готового продукта или же просто транспортируемого вещества, такого как сточные воды, теплоноситель и т.д. Размер участка трубопровода, на котором происходит отбор проб, обычно зависит от типа анализируемой рабочей среды и расположения точки отбора пробы.
Например, для газов в условиях повышенного давления достаточно небольших трубопроводов с клапанами для отбора нужного количества образцов. Увеличение диаметра линии отбора проб позволит снизить долю отбираемой для анализа среды, но такой отбор становится сложнее контролировать. В то же время небольшая линия отбора проб плохо подходит для анализа различных суспензий, в которых твердые частицы могут забивать проточную часть. Таким образом, размер лини отбора проб для анализа суспензий во многом зависит от размера твердых частиц и характеристик среды. Аналогичные выводы применимы и к вязким жидкостям.
При подборе размера трубопровода для отбора проб обычно учитывают:
- характеристики жидкости, предназначенной для отбора;
- потери рабочей среды при отборе;
- требования безопасности во время отбора;
- простота эксплуатации;
- расположение точки отбора.
Циркуляция охлаждающей жидкости
Для трубопроводов с циркулирующей охлаждающей жидкостью предпочтительны высокие скорости. В основном это объясняется тем, что охлаждающая жидкость в охладительной башне подвергается воздействию солнечного света, что создает условия для образования водорослесодержащего слоя. Часть этого водорослесодержащего объема попадает в циркулирующую охлаждающую жидкость. При низкой скорости потока водоросли начинают расти в трубопроводе и через некоторое время создают трудности для циркуляции охлаждающей жидкости или ее прохода в теплообменник. В этом случае рекомендуется высокая скорость циркуляции во избежание образования водорослевых заторов в трубопроводе. Обычно использование интенсивно циркулирующей охлаждающей жидкости встречается в химической промышленности, для чего требуются трубопроводы больших размеров и длины, чтобы обеспечить питание различных теплообменных аппаратов.
Переполнение резервуара
Резервуары оснащают трубами для перелива по следующим причинам:
- избегание потери жидкости (избыток жидкости поступает в другой резервуар, а не выливается за пределы изначального резервуара);
- недопущение утечек нежелательных жидкостей за пределы резервуара;
- поддержание уровня жидкости в резервуарах.
Во всех вышеупомянутых случаях трубы для перелива рассчитаны на максимально допустимый поток жидкости, поступающий в резервуар, независимо от расхода жидкости на выходе. Другие принципы подбора труб аналогичны подбору трубопроводов для самотечных жидкостей, то есть в соответствии с наличием доступной вертикальной высоты между начальной и конечной точкой трубопровода перелива.
Самая высокая точка трубы перелива, которая также является его начальной точкой, находится в месте подсоединения к резервуару (патрубок перелива резервуара) обычно почти на самом верху, а самая низкая конечная точка может быть около сливного желоба почти у самой земли. Однако линия перелива может заканчиваться и на более высокой отметке. В этом случае имеющийся дифференциальный напор будет ниже.
Поток шлама
В случае горной промышленности, руда обычно добывается в труднодоступных участках. В таких местах, как правило, нет железнодорожного или дорожного сообщения. Для таких ситуаций гидравлическая транспортировка сред с твердыми частицами рассматривается как наиболее приемлемая, в том числе и в случае расположения горноперерабатывающих установок на достаточном удалении. Шламовые трубопроводы используются в различных промышленных областях для транспортировки твердых сред в дробленом виде вместе с жидкостью. Такие трубопроводы зарекомендовали себя как наиболее экономически выгодные по сравнению с другими методами транспортировки твердых сред в больших объемах. Помимо этого к их преимуществам можно отнести достаточную безопасность из-за отсутствия нескольких видов транспортировки и экологичность.
Суспензии и смеси взвешенных веществ в жидкостях хранятся в состоянии периодического перемешивания для поддержания однородности. В противном случае происходит процесс расслоения, при котором взвешенные частицы, в зависимости от их физических свойств, всплывают на поверхность жидкости или оседают на дно. Перемешивание обеспечивается благодаря оборудованию, такому как резервуар с мешалкой, в то время как в трубопроводах, это достигается за счет поддержания турбулентных условий движения потока среды.
Снижение скорости потока при транспортировке взвешенных в жидкости частиц не желательно, так как в потоке может начаться процесс разделения фаз. Это может привести к закупориванию трубопровода и изменению концентрации транспортируемого твердого вещества в потоке. Интенсивному перемешиванию в объеме потока способствует турбулентный режим течения.
С другой стороны, чрезмерное уменьшение размеров трубопровода также часто приводит к его закупорке. Поэтому выбор размера трубопровода – это важный и ответственный шаг, требующий предварительного анализа и расчетов. Каждый случай должен рассматриваться индивидуально, поскольку различные шламы ведут себя по-разному на различных скоростях жидкости.
Ремонт трубопроводов
В ходе эксплуатации трубопровода в нем могут возникать различного рода утечки, требующие немедленного устранения для поддержания работоспособности сисетмы. Ремонт магистрального трубопровода может быть осуществлен несколькими способами. Это может быть как замена целого сегмента трубы или небольшого участка, в котором возникла утечка, так и наложение заплатки на существующую трубу. Но прежде чем выбрать какой-либо способ ремонта необходимо провести тщательное изучение причины возникновения утечки. В отдельных случаях может потребоваться не просто ремонт, а смена маршрута трубы для предотвращения повторного ее повреждения.
Первым этапом ремонтных работ является определение местоположения участка трубы, требующего вмешательства. Далее в зависимости от типа трубопровода определяется перечень необходимого оборудования и мероприятий, необходимых для устранения утечки, а также проводится сбор необходимых документов и разрешений, если подлежащий ремонту участок трубы находится на территории другого собственника. Так как большинство труб расположено под землей, может возникнуть необходимость извлечения части трубы. Далее покрытие трубопровода проверяется на общее состояние, после чего часть покрытия удаялется для проведения ремонтных работ непосредсвтенно с трубой. После ремонта могут быть проведены различные проверочные мероприятия: ультразвуковое испытание, цветная дефектоскопия, магнитно-порошковая дефектоскопия и т.п.
Хотя некоторые ремонтные работы требуют полного отключения трубопровода, часто бывает достаточно только временного перерыва в работе для изолирования ремонтируемого участка или подготовки обводного пути. Однако в большенстве случаев ремонтные работы проводят при полном отключении трубопровода. Изолирование участка трубопровода может осуществляться с помощью заглушек или отсечных клапанов. Далее устанавливают необходимое оборудование и осуществляют непосредственно ремонт. Ремонтные работы проводят на поврежденном участке, освобожденном от среды и без давления. По окончании ремонта заглушки открывают и восстанавливают целостность трубопровода.